

Һ���c�≺���ӾC�ό�Ӗϵ�y,Һ���≺���ӌ��C�ό�Ӗ�b���nj��T���Ñ���Q���y���}�ģ��dz����д����ԣ��ڿ͑��M�ЮaƷ�x��ǰ���҂�һ�㽨�h�Ñ��ȿ���Һ���c�≺���ӾC�ό�Ӗϵ�y,Һ���≺���ӌ��C�ό�Ӗ�b�á��@���܌��Ñ��x���зdz���Ď�����
һ�� Һ���c�≺���ӾC�ό�Ӗϵ�y,Һ���≺���ӌ��C�ό�Ӗ�b���aƷ����
���b�üȿ�����ɳ�Ҏ��Һ�����ӻ�����·��Ӗ���ֿ��_չ����ȫ�Ԅ�܈䓛_���������a�����Ŀʽ��Ӗ��ʹ�W����Ϥ����Һ������ϵ�y�ĽM�ɡ����Ƽ�ԭ�������B�W����֪�R���������������W��������
��ԇ��_�Ɍ���_�ܣ�Һ����վ��Һ������Ԫ��ģ�K��Һ����ģ�K�C���������ģ�K��Һ���z�yģ�K��PLC����ģ�K���ɣ��M����һ���͙C�Һ��C��ϵ�y������ɸ��Һ�������ϵ�y�OӋ�����ƌ�
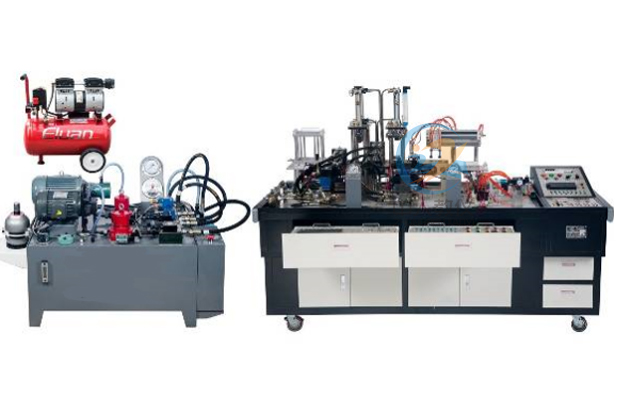
����Һ���c�≺���ӾC�ό�Ӗϵ�y,Һ���≺���ӌ��C�ό�Ӗ�b������_�Cе�Y��
��һ��ϵ�y���b�_��
1��Һ��ϵ�y���b
���b���O���ˌ��T���X�Ͻ��b�Ͳģ�Һ������Ԫ������ͨ�^��·�K��Һ���y����·�Kʹ����˨���ķ���ĸ����·�K���b���X�Ͳĵ�T�Ͱ��b�ۃȡ�
Һ��Ԫ��֮�g����:
Һ������Ԫ��֮�g���B�������N��ʽ��
1��ͨ�^��·�K�Ȳ��Ĺ�·�M���B�ӡ�
2��ͨ�^Һ���ܺ�Һ�����ٽ��^�M���B�ӡ�
3���B���y֮�gֱ��ͨ�^��˨���o�B�ӡ�
4���y�c��·�K֮�gֱ��ͨ�^��˨���o�B��
ʹ���߿ɸ�����·���OӋ�c�Y������Ҫ���x���B�ӷ�ʽ��
2�����ϵ�y���b
���b���O���ˌ��T���X�Ͻ��b�Ͳģ���ӿ���Ԫ������ͨ�^���b�K����ӿ���Ԫ�����b��ƽ�_�ϡ���Ӱ��b�Kʹ����˨���ķ���ĸ����·�K���b���X�Ͳĵ�T�Ͱ��b�ۃȡ�
3��܈�ģ�Mϵ�y���b
܈�ģ�Mϵ�y������ģ�K������ģ�K�����a������ģ�K���p܈��܈�ģ�K����ϛ_��ģ�K������ģ�K������ģ�K�M�ɡ�
������ϡ�����ģ�K��
��Ҫ�ɾ�ʽ���ϙC�ܡ���ϙC�������Ϛ�M��,���䓲İ���܈�Ƶ��M�Ϲ�ˇ�^�̡����������ώ��Ƴ���Ȼ����������݁����
���a������ģ�K��
�����X݆���ӡ�朗l���ӵȂ��әC�����ɔ[��Һ���R�_��݁���݆���LͲ�������Ȳ����M�ɣ���ɰ��ϵ�������ݔ��ˇ�^�̡�������Һ���R�_�ṩ��
�p܈��܈�ģ�K��
��Ҫ��܈䓌�Ӗģ�K��܈�֧�ܡ�܈�݁�ӡ�݁���݆��ͬ��Һ���ס�ֱ��λ�Ƃ������Ȳ����M�ɣ���ɰ��ϵĶ����܈�ƹ�ˇ�^�̡�
�_��ģ�K��
��Ҫ�ɛ_����Ӗģ�K�ɛ_���ס���픸ס���λ�Ȳ����M�ɣ���ɰ������𣬊A�o������Ķ��Ƙ�־�ě_����ˇ�^�̡�
����ģ�K������ģ�K��
��Ҫ��������P���o�U��ס��p��ס����M늙C���Cе�Y�����Ȳ����M�ɣ���ɰ��ϵ����ϣ��Ѵa��ˇ�^�̡�
������Һ������ϵ�y�M��
1��������վ��
ԓ������վ���p�ñ�վ�����Ԅ�܈�ϵ�y�ṩ����֧�֡�
��Ҫ�������²�����
��1����늙C��1.5KW 2�_
(2) Һ���ã��~Ƭ�� 1��
������ 1��
��3������M�������䣬�͘ˣ��M�ͿڽM�����ͱ�
��4�����ƽM���������y����λ��ͨ늴œQ���y
2��Һ����·�����y
�ɸ��Һ�������y�M��,��Ҫ�����·N�
1����λ��ͨ�����y��O�ͣ�
2����λ��ͨ�����y��H�ͣ�
2����λ��ͨ늴œQ���y
3���ք������y
4���p���y
5�������y
6�� ������
9 ���p����Һ����
10�� ��λ��ͨ늴œQ���y
11�������y
12��Һ�؆����y
13���������y
13 ����ͨ�����y���{���y��
14��ֱ��ʽ�����y
15��ֱ��ʽ����y
16��ֱ��ʽ�p���y
17�������^���
18�����������y
19�������Q���y
20�����������y
21���ŷ��y
3��Һ������ģ�K
1)�p����
ģ�MҺ��ϵ�y������r����Һ���yԇ�ṩ����
2��Һ���X݆�R�_
����Cе���D�ӄ����b��.
��������ӿ���ϵ�y�ĽM��
1������ģ�K
�՚≺�s�C�����Q�ݷe24L���~��������116L/min���~��ݔ���≺1MPa
2�����Ԫ��
1�� ��늿ض�λ��ͨ�y
2�� ��늿ض�λ��ͨ�y
3�� ��늿ض�λ��ͨ�y
4�� �p늿ض�λ��ͨ�y
5�� ��λ��ͨ늴œQ���y
6�� �Κ�ض�λ��ͨ�y
7�� �Κ�ض�λ��ͨ�y
8�� �Κ�ض�λ��ͨ�y
9�� �p��ض�λ��ͨ�y
10�� ����ӕr�y
11�� �������y
12�� �����Ś��y
13�� ���y
14�� ������P
15�� �o�U���
3������ģ�K
��ף���ϵ�y�ṩ���ЗU�p���ף��o���p���Ț���м������鱾���ϵ�y�Č���
����Һ���c�≺���ӾC�ό�Ӗϵ�y,Һ���≺���ӌ��C�ό�Ӗ�b������_늚����ϵ�y
��һ��Ӳ��ϵ�y
ϵ�y���һ�_늚���ƹ�늙C�^�������ϵ�y��늚����ϵ�y����̖�z�yϵ�y��PLC����ϵ�y�ȣ������Һ�����ϵ�y���Ԅ�܈�ϵ�y�Ŀ��ƺ͙z�y�Ĺ��ܡ�
ϵ�y���ƙz�yϵ�y�����¸����ֽM�ɣ�
1��Һ�������O�yģ�K
ϵ�y������z�y�x��
��1�������������10MPa�߾��ȉ����� , �yԇ����0.1%��
��2�����@��������������̖ݔ��0-5Vģ�M����̖���yԇ����1%�����yԇ����150��/min
2����վ늙C����ģ�K
���|���M: 380V�������|�� ���g�^���
3��Һ���y늚����ģ�K
��1���^����M
���O������ģ�K���^����M��늴��y��Ȧͨ�^���o�_�P�����^����M�����ɿ���늴��y���_�P���M������Һ��ϵ�y������
��2���r�g�^���
������Ɍ�ijһ·�^����M�ж��r���ơ�
4��PLC���ƙz�yϵ�y
����3U��PLC,��ʹ����8·������ݔ��ģ�K��4·ģ�M��ݔ��ģ�K��
������ܛ��ϵ�y
1��PLC����ܛ��
ʹ��ϵ�y�ṩ��PLC�����������_�lƽ�_ܛ����Ҋ������a��
2�����ڽM�B���ķ������ܛ��
����-------�������Ϛ���l����������ݔ݁��
�R�_-------����݁����Һ���R�_��ͣ
��݁��-------����܈݁��Һ���������\��
��݁��-------����܈݁��Һ���������\��
�_��-------���ƛ_�������Ɍ��l����ϛ_������
̧��-------����̧�Ϛ�������τ���
�A��-------���ƊA�Ϛ����ɊA�τ���
���P-------�������ϱP������τ���
ȥ����-------���Ɵo�U�����������τ���
ȥ����-------���Ɵo�U�����������τ���
���P��-------�������P�̶����������P�����τ���
���P��-------�������P�̶����������P�����τ���
��݆�O��-------�O��܈݁�g��
�����y-------�{�����������y����������܈�C��ݔ݁���\���ٶȡ�
��manual��----�D���ք��˹��{ԇ
��automatic��---�Ԅ��������܈�C�������̣���Kģ�M�������܈�����a�^�̣�
��stop��---����ϵ�yֹͣ����
�ġ�Һ���c�≺���ӾC�ό�Ӗϵ�y,Һ���≺���ӌ��C�ό�Ӗ�b����Ҫ����Ŀ
�Ŀһ���p��Һ��վ���b�c�{ԇ
������-�����y�{����·
׃����-��ȫ�y�{����·
�p�ò����ͻ�·
Һ����Һ��s��·
�Q���y��λ������·
�Ŀ��������Һ����·��c�{ԇ
�����{����·
���εĉ����{����·
���ÓQ���yж�ɻ�·
�����{����·
�p���y�Ĝp����·
�Q���y����λж�ɻ�·
�Ȍ�ʽ�����y���b�ؿ�ж�ɻ�·
����y��ƽ���·
������������·
Һ�����d��·
�ٶ��{����·
�����{�ٻ�·
�{���y���{�ٻ�·
�����\�ӻ�·
�ٶ��D�Q��·
������ƻ�·
����늴œQ���y�ēQ���·
�����ք��y�ēQ���·
����Һ�؆����y���i�o��·
������y���Ƶ��B�m�����\��
�Ŀ�����B���y��·��c�{ԇ
���ïB���y�ĉ������ƻ�·
���ïB���y���ٶȿ��ƻ�·
���ïB��ʽ����y����������·
���ïB��ʽ�p���y�Ĝp����·
�������ṩ�įB���y�ģ�M�b�Ä�����Һ��ϵ�y
�Ŀ�ġ������{���y�C�ό�Ӗ�Ŀ
�����{���y���Ƶ�Һ���R�_�{�ٻ�·
�����{���y���Ƶ�Һ�����{�ٻ�·
PLC���Ʊ����{���y�{�ٿ��ƻ�·
�Ŀ�塢��ӻ�·��Ӗ�Ŀ
��Դ�������ƻ�·
��Դ�����ӕrݔ����·
�����������ƻ�·
�ߵ͉��D�Q��·
�p���ӻ�·
���á����T�����y���ƵēQ���·
�p���Ú�דQ���·
�p���Ú�Ć���/�p���{�ٻ�·
�г��y���Ƶ����̈́�����·
�������Ƶ����̈́�����·
��������·
�ô����_�P��λ�ÿ��ƻ�·
�Ŀ������������b���p���ƻ�·��c�{ԇ
�Ŀ�ߡ���������b�õĚ�әCе�ֿ��ƻ�·��c�{ԇ
�Ŀ�ˡ������b�ã�Һ���R�_���ƣ���·��c�{ԇ
����늴��y�����R�_�������D��·
����늴��y��λ�C�܌��F�R�_���ӻ�·
���ù����{�ٵ��R�_�{�ٻ�·
�Ŀ�š����ïB���y�ģ�M���C�����C���M�ϙC���ȣ���Һ��ϵ�y������{ԇ
�Ŀʮ��ģ�M܈䓙C���p��ͬ��-�Cеͬ������·��c�{ԇ
����λ�Ƃ�����Һ�����cλ�ÿ���ϵ�y
�p�יCеͬ�����ƻ�·
�Ŀʮһ���p��ͬ����·
���{���y���Ƶ��p��ͬ����·
�ù����y���Ƶ��p��ͬ����·
�塢 ȫ�Ԅ�܈䓛_�����a��ģ�Mϵ�y�����������£�
1��ͨ�^������Ϛ�������������ώ�픲���
2���������z�y�����Ϻ������Ϛ����������������݁���ϡ�
3��λ�Â������z�y����ݔ���Ϻ�܈䓌�Ӗģ�K�еă�ֻҺ����ͬ����������ֱ��λ�Ƃ������Ɍ��r����λ�Ɣ���������PLC��
4�����܈�ƺ������S����݁���^�mǰ�M�����_����Ԫ�������z�y�����Ϻ��ɶ�λ�����϶�λ����픍����������Ó�x݁���_�����¡�
5���_���Y���������S����݁���^�m���������ς�����̎���ƄӚ���Ӛ�����P�����������ɟo�U���Ƅӂ����������b���Ͽա�
6�������b��ͨ�^���M늙C�������ӄәC������������̎����ֹ���ϸ�̎���䣬���P���_����ɶѶ⣬�ܶ���ʼ��
ȫ�Ԅ�܈䓛_�����a���������¹�ˇ�h����
ÿ����ˇ�h���ɪ����OӋ����ϵ�y���҂������M�в�ͬ��
�Ŀһ��������b���p���ƻ�·��c�{ԇ
�Ŀ����������b�õĚ�әCе�ֿ��ƻ�·��c�{ԇ
�Ŀ�������b�ã�Һ���R�_���ƣ���·��c�{ԇ
1.����늴��y�����R�_�������D��·
2.����늴��y��λ�C�܌��F�R�_���ӻ�·
3.���ù����{�ٵ��R�_�{�ٻ�·
�Ŀ�IJ��ïB���y�ģ�M���C�����C���M�ϙC���ȣ���Һ��ϵ�y������{ԇ
�Ŀ��ģ�M܈䓙C���p��ͬ��-�Cеͬ������·��c�{ԇ
1.����λ�Ƃ�����Һ�����cλ�ÿ���ϵ�y
2.�p�יCеͬ�����ƻ�·
�Ŀ���p��ͬ����·
1.���{���y���Ƶ��p��ͬ����·
2.�ù����y���Ƶ��p��ͬ����·
�ģ���Һ���c��ӷ���̌W��Ӗ�Ŀ
1.Һ����·���\���c������ʾ
2.�≺��·���\���c������ʾ
*6���ɔUչģ�K�������ģ�K���ա��Y���M�ɡ�������Ρ���Ӗ�Ŀ�ȣ�������ُ�����Pģ�K��
1�������y���ܙz�y�Uչģ�K
�Ɍ����·�����P�������M�ɡ�
�������
�����y������ܡ�������������ƽ�_����������
������
1�������B����-�������Ԍ��
2���������A�S����푑����Ԍ��
2�������y���ܙz�y�Uչģ�K
�Ɍ����·�����P�������M�ɡ�
�������
�����y������ܡ�������������ƽ�_����������
������
1�������B����-��������ԇ�
3�������y���ܙz�y�Uչģ�K
�Ɍ����·�����P�������M�ɡ�
������Σ������y������ܡ�λ�Ƃ��������x����ƽ�_��
������
1�������B����-��������ԇ�
2����Qv-t˲�B����ԇ�
4��Һ���R�_���ܙz�y�Uչģ�K
�Ɍ����·�����P�������M�ɡ�
������Σ�Һ���R�_������ܡ��D�ق��������x����ƽ�_��
������
1�������d����ԇ�
2����Ч�ʙz�yԇ�
5���b�d�C���ƌ�Ӗ�Uչģ�K
���b�d�C����C��������Һ����·�M�ɡ�
������Σ�Һ���R�_��Һ���y�T������ܡ��b�d�Cģ�ͼ��x����ƽ�_��
�����ݣ�
1�����b�d�C�C���OӋ��Ӗ
2�����b�d�CҺ����·�OӋ��Ӗ
6���ھ�C���ƌ�Ӗ�Uչģ�K
���ھ�C����C��������Һ����·�M�ɡ�
������Σ�Һ���R�_��Һ���y�T������ܡ��ھ�Cģ�ͼ��x����ƽ�_��
�����ݣ�
1�����ھ�C�C���OӋ��Ӗ
2�����ھ�CҺ����·�OӋ��Ӗ
���˽����ĮaƷ��Ϣ=���̌W�O��