

��վģ�K�������Ԅӻ����a��Ӗϵ�y,�����Ԅӻ����a������b���nj��T���Ñ���Q���y���}�ģ��dz����д����ԣ��ڿ͑��M�ЮaƷ�x��ǰ���҂�һ�㽨�h�Ñ��ȿ��°�վģ�K�������Ԅӻ����a��Ӗϵ�y,�����Ԅӻ����a������b�á��@���܌��Ñ��x���зdz���Ď�����
�aƷ���Q����վģ�K�������Ԅӻ����a��Ӗϵ�y
�aƷ��̖��ZRMPS-8
�aƷƷ�ƣ�����
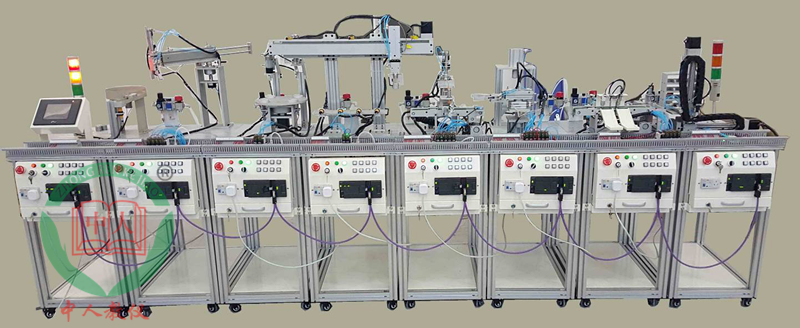
ZRMPS-08��վģ�K�������Ԅӻ����a��Ӗϵ�y��MPS-06���A����չ���^����s�Ĺ����b��վ�c�Ԅӛ_��վ������վ�c�_��8��֮���Mһ�������ˌ�����Ҫ��MPS-8�C���ˌ��H���I���a�д������õ��ď��s�����^�̵Ľ̌W��Ӗ�b�ã������F�����a����ϵ�y�lչ��δ��څ�ݶ����T�OӋ���������B�W�����I֪�R�����������C�ό��`������������������ҪĿ�ˡ�
�b���ɣ�1#���ϙz�y��Ԫ��2#���\��Ԫ��3#�ӹ��c�z�y��Ԫ��4#���\�֒���Ԫ��5#���ͷ֒���Ԫ��6#���\���b��Ԫ��7#���b��Ԫ��8#���Ԫ��8����վ�c���ɣ���һ���ԬF�����I�F�O���ԭ�͵ęC�һ�w�����a����Ӗ�����b�á�Profibus���I�F���������Ʒ�ʽ�������˙C����ͬ���O�ء��M���Ɇ�һվ�c������վ�c�Ԅ����a�^�̡�ÿһ��վ�c�����Ԅӹ��������ܽ���尴�o�քӲ���������늉�����DC24V�����������b�ڳ�������ˣ�������������һ�ο����������r�Ġ�B������늚�Ԫ���b���σȲ����܉m�ۡ�
һ����Ҫ�������c��
1.վ�cģ�K����ϵ�y����8��վ�c�M�ɣ�ÿһ��վ�c����һ����ȫ�����Ŀ���ϵ�y������ͬ�Ĺ���ģ�K���������c�������Ԫ�����c���Ƕ��ʽ���b�c����У��������^�������^�죬���кܺ÷��m�^����
2.N��N�W�jͨӍ����PLC�Ȳ�ܛԪ���M���朽ӣ������_8�_������֮�g�ԄӸ��£������L���x���_500M��
3.���I�V���ԣ�MPS�����˙C�һ�w���W����늙C�ӡ���ӡ�PLC���ɾ��̿����������������ȶ�N���g����Q�ˌW�������ڌ��H���a���ϲ���Ӗ���Ć��}��ָ���̎����Ԍ��W���M�Џ��OӋ���M�b�����̡��{ԇ���z�醖�}�;S�o��һϵ���n�}�IJ�ͬ�ӴεĽ̌W��Ӗ��
4.�`���ԣ�����ϵ�y��ģ�K�����Ԫ����Ĺ���ģ�K�M�ɣ�����Ҫ�M�Џ��sϵ�yӖ���r���Ԍ��F�е�ģ�K������ģ�K����M�b���N��ͬ����ϵ�y�����b/��ж���㣬�������ƅ^���ɔ_��
5.��ȫ����ϵ�y���ж�·���o����ͣ���o����λ���o�����ܱ��o�ȸ��N���o���ܣ��ɴ_�������c�O�䰲ȫ��
������Ӗ���ݣ�
MPSģ�K�������Ԅӻ����a��Ӗϵ�y�ṩ����һ�N�C�ϑ����OӋ�Ľ̌W��Ӗƽ�_����Ӗ�����漰�C��늡���һ�w���ȶ�N֪�R�����w�����У�
1�����������ü��g��Ӗ
ԓϵ�yʹ���˶�N��ʽ�Ă���������늸�ʽ�����������ʽ��������늴�ʽ�����������ʽ���������������͂������ȶ�N��͂�������ÿһ���������B�Ӿ����Ԙ�ӛ�^�֡���̖���yһ�IJ���^��ʽ�����c�_��ʽ�������B�ӡ�������������ͬ��������ʹ���f�������c�Ӿ���ʽ�D���ɳ���W�����ո������I��������ʹ�÷�������������ϵ�y�еĹ�����ʽ��ʹ��ע����헡�
2����Ӽ��g��Ӗ
ԓ�b����ʹ���˴����Ě��Ԫ����������N늿ؚ���y����ס���ӊAצ��������P����հl�������^�V�{���y�ȡ� �W�T�ɏ����˽���N���Ԫ���c����Ԫ��֮�g�������������M�Ѕf�{������ÿ��Ԫ�����нӿ��c���ƾ������_��ʽ�����B�ӣ��ɳ���W�����ո���Ԫ����ʹ�÷������˽�Ԫ�������a�^���еĹ������ܺ�ʹ���^���е�ע����헡�
3��PLC ���g��Ӗ
MCGSǶ��ʽ�M�Bܛ�����˂�վȫ���M���W��B������T�܉�ͨ�^�M�B�O�ؙC�и��N�M�B���o����Ŀ�������ϵ�y���\�С���ͣ���^�m��ֹͣ�ȣ�����Ҳ���Կ��Ɔ�վ���\�С���ͣ���^�m��ֹͣ�ȡ�ÿ��վ�Ĺ�����B�Լ������IJ��|���ɫ���ڱO�خ�����Ҳ�܉�����Ŀ�����8����Ԫ��S7-200CPU����ͨ�^���ڏ�վģ�K�B�����w�W�j���ɿ��؆�Ԫ���п��ƺͅf�{������Ԫ�Ą�����
늚����ϵ�y��Ӗ
ϵ�y��늿ز���ȫ�����չ��I�˜ʺ����T�M���OӋ�������������Ӿ��˿ڶ���̖���ʽ�����B�ӣ����Ը�����ʽ�ṩȫ���OӋ�D�����f�������W�T�ɸ����OӋ�D����ԓ�O���όW���·ԭ��D������PLC ��I/O ��ַ�錦�����O���·�B���OӋ����������
4���Cеϵ�y���b�{ԇ��Ӗ
ϵ�y�����M�W�T���Cе�����M�в��b�� �ٰ�Ҫ�������½M�b�������{ԇ��ϵ�y���������@�������У�W�����������ИO���������ϵ�y�Cе���ݲ����Ƅ�ʽ�OӋ�W�T�Ɍ��Ƅ�ʽģ�K���½M�ϳ����̸�����ͬ�ĸ��N��ʽϵ�y��
5��늙C�Ӽ��g��Ӗ
ϵ�y���ж��ײ��M늙C��늙C����ϵ�y�����p�S�͆��S�ɷN��ʽ��ϵ�y�䎧��һ��׃�l�{��ģ�K������߀���������N늙C����������PLC I/O���ֿ��ƣ����W�T��W�����N��ʽ���������ڸ��N늙C�����c������ģ�K�������ɪ�����һ�M�Ќ��W�T�������Գ���`��
6��ϵ�y�S�o���ϙz�y���g��Ӗ
�@������Ӗ���c��B�C�һ�w��ϵ�y�ճ��S�o�ă��ݺͷ����� �Լ�ϵ�y��Ҋ���Ϸ������ų��ķ�����
7���W�j���g��Ӗ
ԓϵ�y����Ԫ�OӋ����ȫ�����������W����������Ҫ������ԪPLC�����{ԇ������ͨ�^�W�j���g���Ѷ�����Ԫ��һ�������ĬF�����a����ϵ�y�����������˾W�jӲ��ģ�K������Ҫ������˸���ԪPLC�����Ľ��Q̎���h���������ˌW��PLC�W�jͨ�ŷ���ă��ݣ�������������֪�R�ṩ�����Ӗ���l����
����ģ�K���ܺ��飺
1�����ϱO��վ
���ܺ��飺���ϙz�y��Ԫ����Ҫ�����nj������Ļ������_�����͵��z�y��λ�������b�Ì������������z�y�����ɫ�����ϙz�y��Ԫ��Ҫ���϶������D�_�����ϙC����ƽ�������S�С����������������b�õȽM�ɡ���ע��ԓվ������|�����M�нM�B���ƣ�
�M�ɲ��������D�����b�á����b�á���Դ̎���M����늚����ϵ�y�ȡ�
վ�c���M������
n��늂������Ì�Ӗ�� ֱ��늙C�����D���ƌ�Ӗ
nPLC�����Ԅ����Ͽ��ƌ�Ӗ�� PLC�����ք����Ͽ��ƌ�Ӗ��
n늚���ƌ�Ӗ늚�Ӿ����ƌ�Ӗ�� ģ�K����PLC���̿��ƌ�Ӗ��
n�|�����M�B���ƌ�Ӗ �|�����cPLCͨӍ��Ӗ
n������������ָ��Ì�Ӗ
2�����\վ
���ܺ��飺���\��Ԫ����Ҫ�����nj����������φ�Ԫ���\���ӹ���Ԫ���υ^��λ�����\��Ԫ��Ҫ�ɹP�Κ�ס�Y�͚�צ���p�S��ס����D��ȽM�ɡ�
�M�ɲ���������������b�á����D�b�á���ӊAצ��늚����ϵ�y�ȡ�
վ�c���M������
n�Ԅӆ�ͣ���ƌ�Ӗ�� ���D����ƌ�Ӗ��
n��צ���ƌ�Ӗ�� 늴��y���Ì�Ӗ��
n��ӷ�����ƻ�·�İ��b�� ����ٶȿ��ƻ�·�İ��b��
n���ϵ�y���b�c�{ԇ�� ���������Ì�Ӗ��
n늚���ƌ�Ӗ����늚�Ӿ����ƌ�Ӗ�� ģ�K����PLC���̌�Ӗ��
3���ӹ��c�z�y��Ԫ��
���ܺ��飺�ӹ��c�z�y��Ԫ����Ҫ��������ɹ����ļӹ����@�ס�㊿ף������M�й����z�y�����φ�Ԫ����Ҫ�Y���M�ɞ�����λ���D�����_�����ߎ죨���N���ߣ�������ʽ�ӹ�ϵ�y���ӹ��M���ȡ�
�M��ģ�K�����D�ӹ��b�á�ģ�M�@���b�á�ģ�M�z�y�b�á���Դ̎���M����늚����ϵ�y�ȡ�
վ�c���M������
n���M��늙C���_��λ��Ӗ�� ͬ�����͌�Ӗ��
nֱ��늙C���ƌ�Ӗ�� ���ʽ���������Ì�Ӗ
n��늂��������Ì�Ӗ�� 늴��y���Ì�Ӗ��
n��ӷ�����ƻ�·�İ��b�� ����ٶȿ��ƻ�·�İ��b��
nģ�K����PLC���̿��ƌ�Ӗ�� ģ�M�@�ӹ���Ӗ�Ȍ�Ӗ��
4�����\�֒���Ԫ
���ܺ��飺���\�֒���Ԫ�Ĺ����Ǹ�����һվ�ļӹ������̖�͏U����̖����ɏU�Ϸ֒������\�΄գ��������\����Ʒݔ�;��ϻ���\���U�Ϻ�̎���[�_����ԭλ�ȴ���һ���������ӹ���Ԫ����Ҫ�Y���M�ɞ��λ�ù̶���ס��P�Κ�ס�Y�͚�צ����żʽ�o�U��ȡ�
�M��ģ�K�������b�á��Aצ�b�á����Mֱ���\���b�á���Դ̎���M����
վ�c���M������
n���������Ì�Ӗ�� ֱ��λ�ÿ��ƌ�Ӗ��
n��������λ���Ì�Ӗ�� 늚�Ӿ����ƌ�Ӗ��
n��ӷ�����ƻ�·�İ��b�� ����ٶȿ��ƻ�·�İ��b��
n���ϵ�y���b�c�{ԇ�� ģ�K����PLC���̿��ƌ�Ӗ��
n���Mλ�ÿ����Ŀ��Ӗ
5�����ͷ֒���Ԫ
���ܺ��飺���\���b��Ԫ�Ĺ����nj���վ����������밲�bƽ�_���ȴ����bվ��С�������b��λ���b�ù����������վ�����ͷ֒���Ԫ����Ҫ�Y���M�ɞ�ƽ�ƹ����_�������ۡ��Cе�֡����X݆�����X�l���P�Κ�ס�Y�͚�צ����֧�ι��S���_����ʽ���K�ȡ�
�M��ģ�K�����P�b�á��b���b�á����͎��b�á���Դ̎���M����
վ�c���M������
n���������Ì�Ӗ�� ������P���ƌ�Ӗ��
n��������λ���Ì�Ӗ�� �����ӿ��ƌ�Ӗ��
n�Ԅ��b����ƌ�Ӗ�� ��ӿ��ƌ�Ӗ��
nģ�K����PLC���̿��ƌ�Ӗ�� ��հl�������Ì�Ӗ��
6�����\���b��Ԫ
���ܺ��飺���b��Ԫ�Ĺ������x��Ҫ���b�������ς}�����������ς}���Ƴ������������b��λ�����b��Ԫ����Ҫ�Y���M�ɞ����P�Cе�֡��u�۲��������D��ס��ς}�Qλ�����������Ƴ���������հl�����ȡ�
�M��ģ�K�������C�b�á��Cе���b�á���Դ̎���M����
վ�c���M������
n���������Ì�Ӗ�� �Cе�ֿ��ƌ�Ӗ��
n�_���C���Ì�Ӗ�� ������D���ƌ�Ӗ��
n�Ԅ�������̿��ƌ�Ӗ�� ��ӿ��ƌ�Ӗ��
nģ�K����PLC���̿��ƌ�Ӗ��
6�����b��Ԫ��
���ܺ��飺��վ����Ɍ������M�з֒����磺���t���G���m�����|���������M��һϵ�з��x�����O�����ϸ��Ƴ����ϸ��^�m�����ͣ����^�����C������ȴ��M����һվ��
�M��ģ�K��Ƥ�������b�á��֒������b�á������z�y�b�á����������b�á���Դ̎���M����
վ�c���M������
n�������|�^�֑��Ì�Ӗ�� PLC����ָ�Ӗ
n늸�ʽ���������Ì�Ӗ�� ���Ϸ֒����ƌ�Ӗ��
nƤ�����Ϳ��ư��b�� ����������ư��b��
n���ϵ�y���b�c�{ԇ�� ֱ��늙C���ƌ�Ӗ�Ȍ�Ӗ�Ŀ��
nģ�K����PLC���̿��ƌ�Ӗ��
7�����Ԫ��
���ܺ��飺���Ԫ�Ĺ����ǰ�������ͷ�������������ς}�����Ԫ����Ҫ�Y���M�ɞ�ֱ��ģ�M������ς}�ȡ�
�M��ģ�K�����wʽݔ���b�á����w�}���b�á������Ƴ��b�á��z�y�b�á���Դ̎���M����
վ�c���M������
n���S�Ӳ��M늙C���ƌ�Ӗ�� �}�_���ƌ�Ӗ��
n�����_�_�P���Ì�Ӗ�� ���M���ȶ�λ���ƌ�Ӗ��
nPLC���M���ƌ�Ӗ�� �Cе�M�b/���b���{ԇ��Ӗ��
n늚���ƌ�Ӗ����늚�Ӿ����ƌ�Ӗ�� PLCͣ늱��ֹ��܌�Ӗ
nģ�K����PLC���̿��ƌ�Ӗ��
���˽����ĮaƷ��ԃ=>�̌W�O��